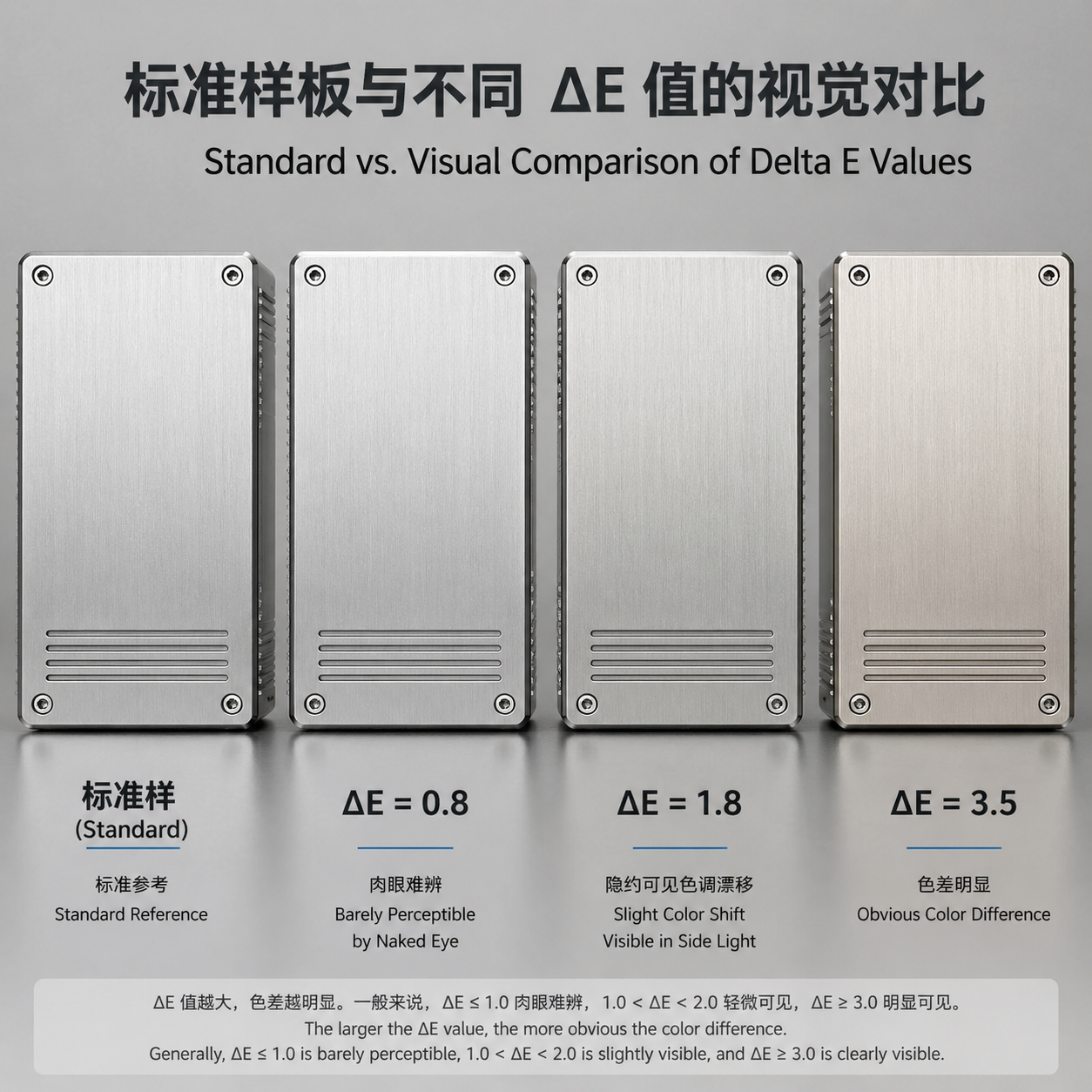
金属色差 delta 到底多少算合格?先看结论:没有适用于所有行业的统一数值。在多数金属外观件项目中,ΔE≤1.0通常接近肉眼难辨,ΔE 1.0-2.0多用于可接受范围判断,而是否最终合格,还要同时看算法、光源、角度、工艺和客户标准。
金属色差 Delta 是什么?
金属色差 Delta,通常就是指ΔE(Delta E),用于量化两个颜色之间的差异。这个数值越小,说明样品颜色越接近标准样。
在实际生产里,它常用于比较两类对象:
- 客户确认样板与量产件
- 上一批合格品与当前批次产品
如果只靠肉眼判断,结果很容易受环境影响。尤其金属表面存在反光、纹理和光泽变化,同一件产品在不同角度下,看起来就可能不一样。
对金属件来说,色差从来不只是“颜色偏了多少”,还包括反射方式是否一致。
为什么金属件的色差更难判断?
和塑胶、纸张、布料相比,金属件更容易受这些因素影响:
- 基材成分差异
- 表面粗糙度
- 喷砂或拉丝方向
- 阳极氧化或电镀膜厚
- 光源色温与显色性
- 观察角度
这也是为什么很多项目中,金属色差 delta 管控难度明显高于普通材料。
金属色差 Delta 多少算正常?
以下范围可作为多数行业的常见参考,但不能直接代替客户标准:
| ΔE范围 | 肉眼感受 | 常见判断 |
|---|---|---|
| ≤1.0 | 基本难以察觉 | 高要求外观件常见目标 |
| 1.0-2.0 | 仔细看可发现轻微差异 | 多数商业产品可接受 |
| 2.0-3.0 | 普通观察者可看出 | 需结合场景评估 |
| 3.0-5.0 | 差异明显 | 高端外观件通常偏高 |
| >5.0 | 非常明显 | 多数可视金属件难接受 |
合格与否,不能只看一个 ΔE 数字
同样是ΔE=2.0,在不同项目里可能意味着完全不同的结论:
- 汽车饰件可能判定偏高
- 普通工业机壳可能仍属可接受
- 拼装结构件可能因为并排对比而显得更明显
所以,真正判断是否合格,通常要同时确认:
- 使用的是ΔE76、ΔE94还是ΔE2000
- 检测光源是否统一
- 测量点位和方向是否固定
- 标准样板是否为最新版本
- 客户图纸或验收规范如何定义
一个高频场景:打样通过,量产却被判色差超标
这是金属外观件里最常见的争议之一。
例如一批铝合金外壳在打样阶段看起来没有问题,客户确认也顺利。但量产后,装配到整机上时,边框和后盖在展厅灯光下出现了轻微偏差。工厂测得ΔE 1.8,认为仍在控制范围内,客户却认为“肉眼很明显”。
问题往往不在单一数字本身,而在于多个条件没有同步:
- 打样与量产不是同一批基材
- 客户看的是拼装后的整体效果
- 工厂实验室与客户现场光源不同
- 双方可能用了不同的ΔE公式
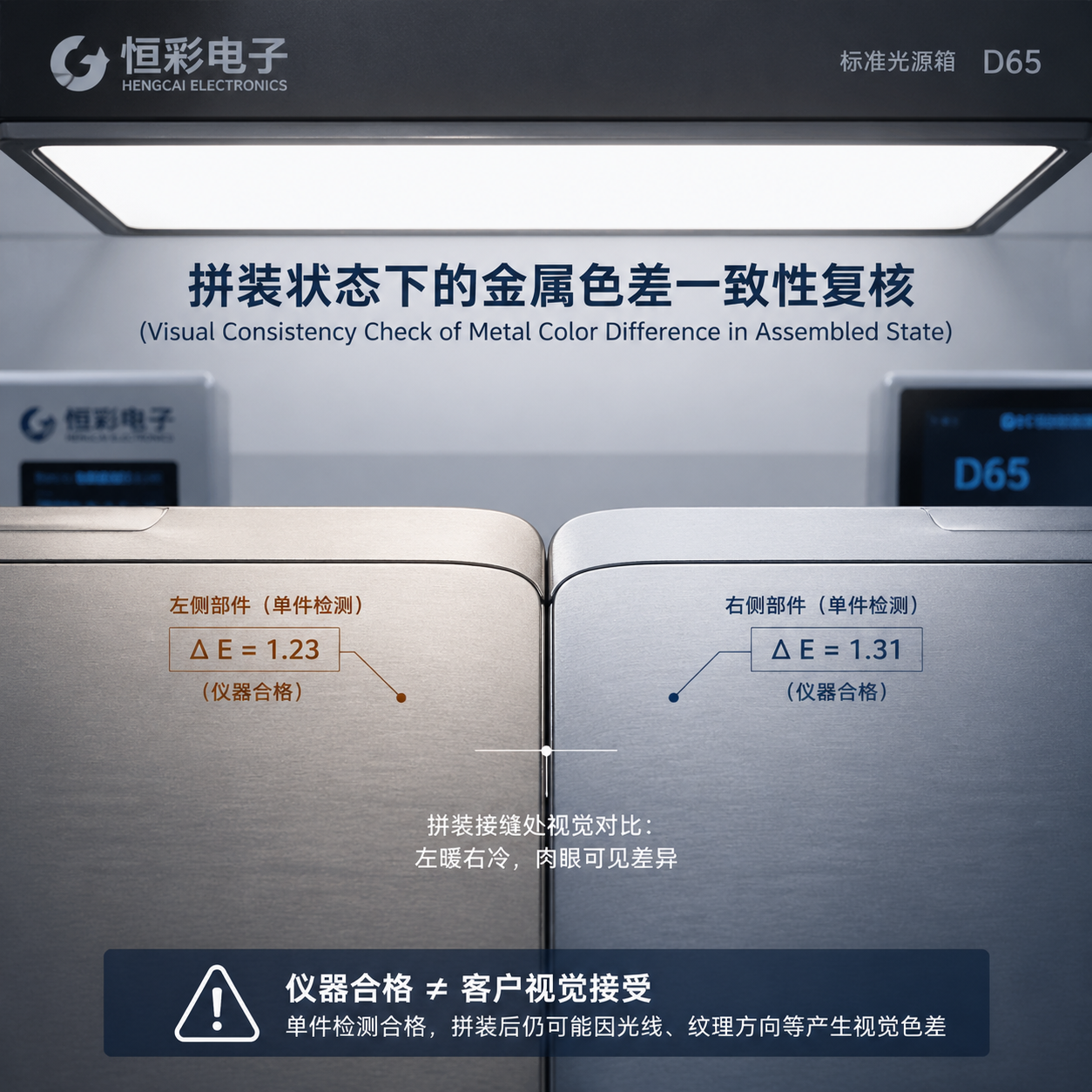
仪器合格,不等于客户视觉一定接受。 对金属件尤其如此。
更稳妥的处理方式
遇到这类问题,通常应优先复核以下项目:
- 标准样板是否一致
- 公式是否统一
- 检测环境是否一致
- 是否需要以拼装状态作为最终判定条件
- 是否存在跨批次偏移
如果产品属于高端消费电子、汽车装饰件、灯具外观件这类近距离可视场景,很多项目会把控制目标收紧到ΔE≤1.5~2.0,并增加拼装状态复核。
为什么金属色差 Delta 比普通产品更难控制?
1. 金属表面有明显反光
金属件不是单纯吸收光,而是会产生方向性反射。镜面、不锈钢、抛光铝件尤为明显。
这会带来一个直接结果:同一颜色数据,在不同角度下的视觉观感并不完全一致。
2. 纹理和光泽会放大差异
常见金属表面处理包括:
- 拉丝
- 喷砂
- 镜面抛光
- 电镀
- 喷涂
- 烤漆
- PVD
- 阳极氧化
即使色料体系一致,只要纹理方向、光泽度或膜层厚度变化,最终观感就可能不同。
3. 工艺微小波动会被放大
在金属件上,以下波动都可能让色差变大:
- 温度变化
- 电流不稳
- 处理时间偏差
- 前处理不彻底
- 膜厚不均
- 喷涂量波动
例如阳极氧化中,膜层厚度差异会直接影响明暗深浅;喷涂中,枪距和烘烤条件稍有变化,也可能造成批次偏移。
4. 原材料不是绝对一致
即使同为铝合金,不同批次材料在纯度、组织、表面状态上也可能存在差异。进入后续表面处理后,这些差异就会体现在金属色差 delta 上。
哪些行业最在意金属色差 Delta?
以下行业对色差控制普遍更严格:
| 行业 | 常见控制倾向 |
|---|---|
| 高端消费电子 | 常见目标 ΔE≤1.5~2.0 |
| 汽车外观/内饰件 | 常见目标 ΔE≤1.0~1.5 |
| 灯具与展示照明外壳 | 通常关注批次一致性与拼装效果 |
| 家电可视金属件 | 关注整机外观统一性 |
| 建筑装饰金属件 | 关注大面积拼装后的跨批色差 |
| 工业设备面板与机壳 | 关注项目验货和长期供货稳定性 |
如果产品满足以下任一条件,就需要重点关注金属色差 delta:
- 用户会近距离观察
- 多个金属件会并排拼装
- 项目需要跨批次供货
- 产品会在不同光环境下展示
- 客户对外观一致性要求高
金属色差 Delta 怎么测?
常见测量方式主要有三类:
分光测色仪
适合需要高精度、可追溯、标准化对接的项目。它可测得颜色光谱信息,并换算为L*a*b*数据,再进一步计算ΔE。

适用场景:
- 实验室判定
- 客户标准对接
- 正式出货判定
色差计
色差计更适合现场巡检、首件确认、产线快速筛查。它操作快,培训成本较低,在工厂使用频率很高。
适用场景:
- 首件确认
- 班次巡检
- 快速抽检
机视觉检测系统
在大批量连续生产中,机视觉可用于在线筛选异常件,并保留历史数据用于追溯。
适用场景:
- 自动化产线
- 大批量在线检测
- 异常分拣与追溯
标准测量流程怎么做才更可靠?
一套相对稳妥的流程通常包括:
- 校准仪器
- 确认标准样板
- 固定检测光源
- 统一测量方向和点位
- 采集L*a*b*数据
- 按统一公式计算ΔE
- 与容差标准比对
- 记录批次、工艺、设备和时间信息
为什么多点位测量很重要?
对于金属件,单点数据往往不能完整代表整件产品。尤其是以下情况:
- 拉丝件有方向性
- 边缘与中间光泽不同
- 喷涂或氧化分布不均
- 拼装后局部差异更明显
因此很多工厂会采用:
- 多点平均
- 边中对比
- 固定方向测量
- 同批随机抽检
ΔE76、ΔE94、ΔE2000 有什么区别?
这三者都是计算颜色差异的方法,但结果并不一定一致。
ΔE76
最经典、最早使用的一种算法,计算逻辑直观,但与人眼感知并非始终完全匹配。
ΔE94
在ΔE76基础上进行优化,更适合部分工业应用。
ΔE2000
目前很多行业更常采用,原因是它通常被认为更接近人眼对色差的实际感知。
哪个更适合金属色差 Delta?
如果客户没有特别指定,很多高外观要求项目更倾向于ΔE2000。但真正关键的不是“哪个更先进”,而是:
双方必须使用同一种公式。
因为同一组颜色数据,用不同公式算出来的结果可能不同。只写“ΔE≤2.0”,却不写算法,是实际工作中非常常见的争议来源。
第二个高频场景:仪器显示合格,客户肉眼却说不行
这类问题最容易出现在以下产品:
- 手机边框
- 笔记本外壳
- 灯具装饰圈
- 汽车内饰饰条
- 家电控制面板金属件
原因往往不是单纯“客户太挑”,而是金属件在拼装后、近距离、特定光照下,视觉差异会被放大。
例如两片看似合格的外壳,单独检测时都在标准内;装到一起后,因为一片略偏冷、一片略偏暖,视觉差异就会立刻显现。
应对思路
这种情况下,单纯复测ΔE通常不够,更应增加以下判断动作:
- 拼装状态评估
- 统一展厅或终端场景光源
- 同批配套出货
- 收紧跨批次目标值
- 保留历史样进行并排比对
这类做法能明显减少“单件合格、整机不协调”的问题。
金属色差 Delta 受哪些因素影响?
常见影响因素包括:
- 原材料批次差异
- 前处理清洁度
- 表面处理工艺稳定性
- 膜层或涂层厚度
- 温度、时间、电流、电压
- 光源色温与照度
- 仪器校准状态
- 测量角度与点位
- 人员操作一致性
一个实用的排查顺序
当发现金属色差 delta 异常时,可按这个顺序检查:
- 标准样和仪器是否正常
- 光源与测量环境是否一致
- 公式与点位是否统一
- 原材料批次是否变化
- 工艺参数是否偏移
- 人员操作是否一致
这样通常比盲目返工更高效。
如何控制金属色差 Delta?7个实用办法
1. 建立统一标准样板
标准样板必须经过确认,并做好编号、保存、防污染、防氧化管理。
2. 固定检测光源
统一光源类型、色温、照度、背景和观察距离,能明显减少误判。
3. 统一测量角度和位置
特别是拉丝件、镜面件、喷砂件,方向和位置不固定,数据就容易失真。
4. 锁定关键原料批次
尽量保持同供应商、同规格、同批次,新批次上线前先做比对。
5. 稳定关键工艺参数
重点关注:
- 温度
- 时间
- 膜厚
- 喷涂量
- 电流电压
- 烘烤条件
6. 量产前做首件确认
先测首件,再放量,能提前发现问题,减少整批返工。
7. 建立批次追溯
保留以下记录,后续异常更容易定位:
- 颜色数据
- 原料信息
- 工艺参数
- 设备状态
- 检测人员
- 时间与班次
真正有效的色差控制,不是某一次测得准,而是每一批都尽量稳定。
金属色差 Delta 与 LED 光源有什么关系?
很多企业只关注工艺,却忽略了观察光源本身就是变量。实际上,LED光源会直接影响金属件的视觉表现,因为不同光源在以下方面存在差异:
- 色温
- 显色性
- 光谱分布
- 亮度稳定性
同一块金属件,在偏暖光下可能更黄,在偏冷光下可能更灰。对于拉丝、镜面、阳极氧化、电镀表面这类高反射金属件,这种差异尤其明显。
为什么这在检测场景中很关键?
如果工厂在A光源下判定合格,而客户在B光源下验收,双方看到的颜色观感可能并不一致。稳定光源的价值在于:
- 减少误判
- 提升不同地点的一致性
- 降低客户与工厂之间的认知偏差
在涉及金属外观检测、工业视觉识别、展示照明等项目时,这一点尤其关键。像恒彩电子这类具备批次一致性能力的光源方案,往往更适合用于需要稳定观察条件的应用环境。
金属色差 Delta 常见问题
金属色差 Delta 和 ΔE 是一回事吗?
通常是。多数情况下,大家说的金属色差 delta,就是指ΔE色差值。但在实际沟通中,还必须明确:
- 使用哪种公式
- 容差上限是多少
- 标准样是哪一版
- 检测条件是什么
金属色差 Delta 越小越好吗?
从颜色一致性角度看,通常是的。但并不意味着越低越无限制更好。
因为要把ΔE压得非常低,往往意味着:
- 更高制造成本
- 更严工艺控制
- 更长开发周期
- 更高批次管理难度
更合理的做法,是在客户要求、工艺能力、成本目标之间找到平衡。
金属色差 Delta 多少肉眼能看出来?
一般参考如下:
- ΔE≤1.0:多数情况难察觉
- ΔE 1.0-2.0:仔细观察可发现
- ΔE 2.0-3.0:多数人能看出
- ΔE>5.0:通常非常明显
但对于金属件,还要看光泽、纹理、拼装状态和观察距离。因此视觉感知不应只靠数字单独判断。
金属色差 Delta 用什么仪器测更准确?
如果追求更高标准化和可追溯性,通常优先考虑分光测色仪。如果是车间现场快速筛查,色差计更实用。大批量在线生产则更适合机视觉系统。
为什么金属件比塑胶件更容易出现色差?
核心原因是金属件更容易受以下因素影响:
- 反光
- 光泽
- 纹理
- 工艺波动
- 观察角度
- 环境光变化
塑胶件多为漫反射,观感变化相对缓和;金属件则会把小偏差放大出来。
金属色差 Delta 超标后先调工艺还是先换原料?
建议先排查,不要直接调整。优先顺序通常是:
- 确认样板与仪器
- 确认光源和公式
- 检查原料批次
- 再看工艺参数
如果样板、光源或公式本身就不一致,盲目改工艺往往只会增加损耗。
跨批次色差怎么控制更稳?
控制跨批一致性,重点不只在单批达标,而在于减少批次漂移。实务上常见做法包括:
- 保留每批留样
- 建立历史ΔE趋势表
- 新批次上线前和上批留样比对
- 尽量同批配套出货
- 对高要求项目收紧内部控制目标
判断金属色差 Delta 是否合格,关键在“统一条件”
金属色差 delta 的本质,是把颜色差异变成可量化数据;但对金属件来说,真正决定结果是否可靠的,往往不是某一个数字,而是测量条件有没有统一。
你只需抓住几个核心点:
- ΔE越小,颜色通常越接近
- 是否合格,要结合行业、客户和场景
- 必须统一公式、样板、光源、方向和点位
- 金属件比普通材料更容易受反光和工艺波动影响
- 稳定控制的重点不只是检测,更是批次一致性管理
如果项目涉及检测光源、展示照明或工业视觉环境,光源稳定性也会直接影响最终判断。相关颜色匹配基础还可参考这篇资料:RGB数值查询劳尔色卡(RAL)完整指南:对照表、转换工具与精准匹配技巧。